Showing all 14 results
-

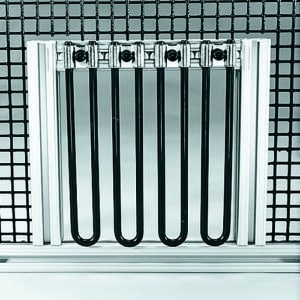
Ejection Curtain Guarding Kits for Presses
$3,711.98 – $4,351.34Ejection Curtain Guarding Kits for Presses are designed for organizations that require a superior hydraulic press safety solution to help protect their employees and prevent injuries caused by flying, rolling or sliding debris. Most commonly used on H-presses or compacting presses that are hydraulic powered, the ejection curtains are coiled-wire fabric machine guards, widely used…
-

EX-AL™ Hinges and Ball Lock Pin
$31.43 – $440.71Hinges are used to swing guard panels and segments to the right or left. They are attached to the aluminum extrusion anywhere along the T-slot with button-head or socket-head cap screws and T-nuts (furnished). Standard aluminum hinges and lift-off hinges are available. This specially designed hinge assembly is used on the light curtain swing-away mounting…
-

EX-AL™ Joining-and-Locking-Plates
$10.09 – $66.73A variety of brackets, plates, clamps, bolts, bearings, rollers, etc., are available for attaching guards to machines and for guard assemblies. Joining plates are used to connect extruded panels without additional machining. Joining strips and plates are used to connect extrusions to one another or to machines. The standard sizes of most of these mounting…
-

EX-AL™ Linear Bearings and Channel Guide
$52.75 – $139.67Linear bearings and channel guides are used in applications such as sliding panels or gates. These cost-effective alternatives to traditional bearings can be used in both low and high acceleration/deceleration applications. Linear bearings mate and glide on T-Slot aluminum extrusion profiles and the bearing pads are self-lubricating for smooth linear motion.
-
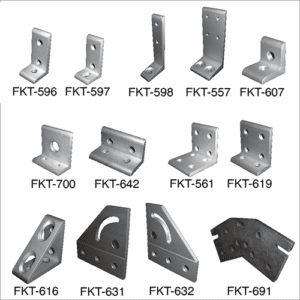
EX-AL™ Mounting Brackets
$27.16 – $103.96Mounting brackets are used for attaching extrusion-constructed guards to one another or to machines. The standard sizes of most of these mounting brackets are .188 thick 6063 aluminum alloy, clear anodized with .257 diameter holes on 1.0″ center lines.
-
EX-AL™ Perimeter Guarding Steel Hairpins
$0.00 – $23.28*PLEASE NOTE* The Hairpin Clip Assembly FKT753 is ordered separately. Steel hairpins are used in the adjustable area of a perimeter guarding panel and are constructed of black-oxidized steel. These hairpins are 1/4-inch round rods on 3/4-inch centers (1-inch wide from outside to outside) which create a 1/2-inch opening between hairpins). Hairpins provide adjustability of…
-

EX-AL™ T-Handle Hex Wrenches
$41.89 – $43.45The T-handle hex wrench is an ideal way to tighten and loosen button-head cap screws and socket-head cap screws. The handle has a cushion grip and the long arm (approx. 7 1/8″ arm / 9″ total w/handle) provides access to hard to reach areas. The end of the hex wrench is ball-shaped which allows for…
-
EX-AL™ T-Nuts, Fasteners and End Caps
$0.59 – $16.29EX-AL™ Various T-Nuts, Fasteners and End Caps T-nuts allow joining plates, panels, hinges, and other accessories to be bolted into the T-slot of any of the extrusions. They are made of hardened steel and are coated with corrosion-resistant black oxide. Standard T-nuts slide into the T-slot from the end. The drop-in style allows the T-nut…
-

Function-Testing Checklist for Point-of-Operation Barrier Guarding (LLL058)
$18.23Barrier guards should be function-tested at every setup, operator, and shift change, as well as every time after maintenance is performed. This point-of-operation barrier guard function-testing checklist can be used for this. It is laminated and has a grommet in the corner so it can be kept at the machine. The checklist has the function-testing…
-

Guard-Opening Scale – ANSI / CSA (KSC098)
$62.07An ANSI and CSA guard opening scale is a valuable tool to use during the design, installation, and inspection of guards to make sure they comply with ANSI and CSA safety standards. This folding guard opening scale is based on “A Review of Machine-Guarding Recommendations” by Donald R. Vaillancourt and Stover H. Snook of the…
-

Guard-Opening Scale – OSHA (KSC097)
$62.07An OSHA guard opening scale is a valuable tool to use during the design, installation, and inspection of guards to make sure they comply with OSHA’s Table O-10. This folding guard opening scale is based on Table O-10 of OSHA 29 CFR 1910.217 for mechanical power presses. It shows the distances that guards shall be…
-

EX-AL™ Hairpin Clip Assembly for Perimeter Guarding (FKT753)
$7.77The Hairpin Clip Assembly for Perimeter Guarding (FKT753) is designed for holding the hairpin ends and are essential in appropriate hairpin assembly.
-
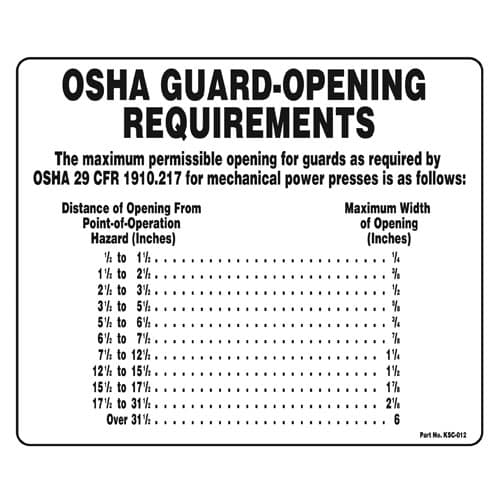
Guard Opening Requirements Sign OSHA (KSC012)
$35.70This guard-opening sign is based on Table O-10 of OSHA 29 CFR 1910.217 for mechanical power presses, which shows the distances that guards shall be positioned from the point of operation based on opening size. This sign can be used by engineering, maintenance, etc., for reference when designing or fabricating guards. This 10″ x 12″…
-
